

March 2015
Combining computational fluid dynamics with a deep understanding of fluid flow to improve the design of self-cleaning sensor systems
PCME Ltd (now part of ENVEA) is a leading manufacturer and supplier of continuous particulate emission monitors and particle analysers for industrial applications.
Their analysers are often used in harsh environments, where they see high temperature exhaust gases with high dust concentrations. They are used continuously on operating plants, where frequent maintenance is precluded by the need to keep downtime to a minimum. This makes designing robust products particularly important.
In order to solve this complex problem, 42 Technology used a combination of creative thinking and analysis to help PCME develop an air curtain protection system to prevent the built up of contamination on optical detection systems.
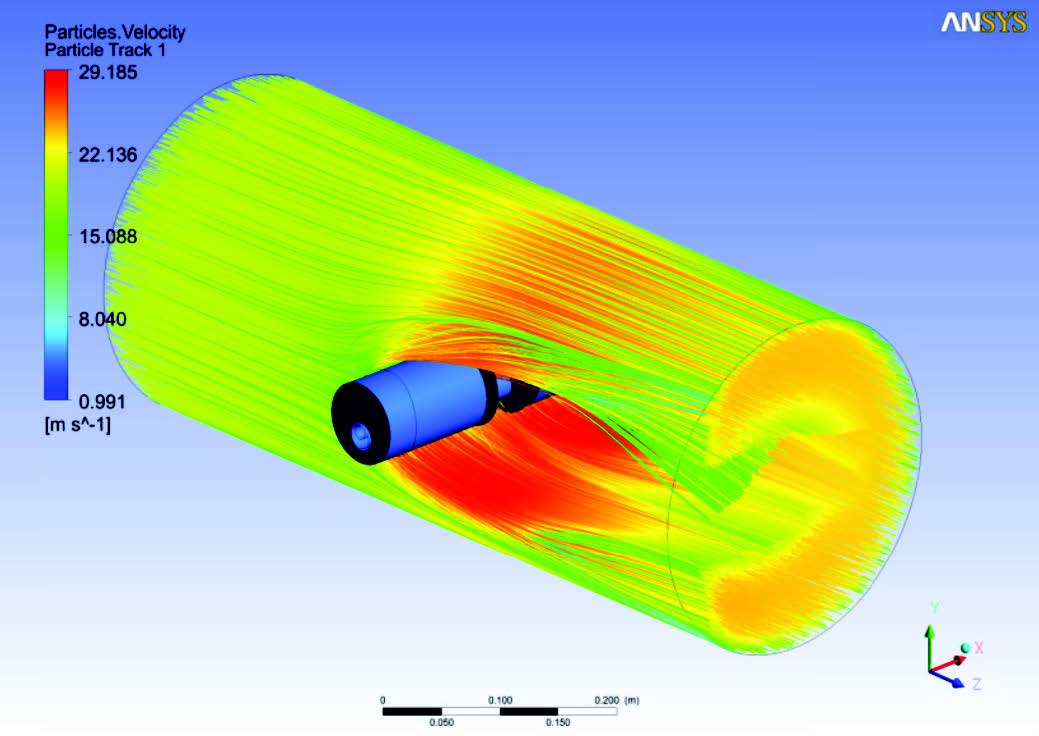
The cleaning system was designed to blow clean air over critical components and through certain paths within the analyser to prevent contaminated gases from reaching sensitive optical components.
Using our deep understanding of fluid flow we were able to analyse and numerically model the gas and particle flow in and around the analyser using CFD. A 3D model of the analyser was created and CFD simulations were carried out. Tests were performed to validate and calibrate the simulation, at which point a design study of various design options and combinations was conducted.
42 Technology’s engineers assessed the results of simulations and provided important insights regarding the nature of flow and areas of high risk of contamination. Finally, the optimal configuration was recommended.
PCME has since implemented the proposed design which has been well received by their customers.
Share this article:
Related Articles

News, Company Announcements
42T organises awareness activities during Neurodiversity Celebration Week

News
42T named by Business Weekly in Killer50 'hottest disruptive tech company' list

News, Connectedness
Early prototypes help companies to succeed - by 42T's David Griffin in Eureka! magazine

What will you ask us today?
We believe in asking the right questions to drive innovation; when we know the right questions, we generate the ideas to answer them.